УДК 621.3:517.977.5
Математическое, программное и аппаратное обеспечение системы управления гальваническими процессами в ванне со многими анодами
Д. С. Соловьев
Тамбовский государственный технический университет, кафедра «Системы автоматизированного проектирования»
Получена 3 апреля 2012 г.
Аннотация. Рассмотрена система управления гальваническим процессом в ванне со многими анодами. Продемонстрирована программно-аппаратная реализация системы управления. Поставлена задача оптимального управления нанесением покрытия и предложен критерий оптимальности. Произведен анализ целевой функции и выбран поисковый алгоритм оптимизации.
Ключевые слова: гальванические процессы, ванна со многими анодами, система управления, программное обеспечение, аппаратная реализация, задача оптимизации, целевая функция.
Abstract. The control system for galvanic process in a bath with a number of anodes is considered. Hardware-software implementation of a control system is shown. Problem of optimal control for electroplating covering and criterion of optimality are offered. The analysis of criterion function is made and the search algorithm of optimization is chosen.
Keywords: galvanic processes, bath with a number of anodes, control system, software, hardware, problem of optimization, criterion function.
Введение
Для защиты металлов от коррозии, декоративной отделки изделий, придания поверхности изделий специальных свойств применяются покрытия, получаемые преимущественно гальваническим методом [1]. Применительно к гальваническому способу нанесения покрытия на сегодняшний день разработаны и продолжают совершенствоваться различные методы оптимизации качества наносимого покрытия в соответствии с такими критериями, как равномерность, микротвердость, пористость, износостойкость, коррозионная стойкость и т.д.
Достаточно часто требуется получение покрытия, имеющего высокие показатели по нескольким критериям качества, при этом оборудование должно быть высокопроизводительным. На практике нередки случаи равнозначности критериев производительности и качества. Возможности серийного оборудования, использующегося в настоящее время для нанесения покрытий, практически исчерпаны с точки зрения как увеличения производительности, так и улучшения качественных показателей получаемых изделий. Дальнейший прогресс в этой области связан с оптимизацией и автоматизацией существующих процессов, модернизацией, совершенствованием технологии, использованием перспективного оборудования, одним из которых являются гальванические ванны со многими анодами. В свою очередь такое оборудование невозможно эффективно эксплуатировать без разработки методов, алгоритмов и систем управления ввиду чрезвычайной сложности связи управляющих воздействий с производительностью оборудования и качественными показателями гальванопокрытия.
В работе [2] приводится сравнительный анализ известных систем оптимального управления гальваническими процессами в ванне со многими анодами. К выявленным недостаткам можно отнести: сложность аппаратной и механической реализации; дороговизна применяемого оборудования; допущение о влиянии каждой секции мозаичного анода только на участок катода, расположенный непосредственно напротив данной секции. В той же работе предлагается новый технический подход к использованию ванн со многими анодами, суть которого заключается в перенесении принципа растровой развертки цифрового изображения [3] из области телевизионного вещания в технологию электрохимической обработки изделий. Сущность растрового метода переключения анодов состоит в том, что для управления электрохимическим осаждением металла используется развертка, а градация напряжения на анодных секциях в гальванической ванне осуществляется при движении по строкам в соответствующие промежутки времени.
Программно-аппаратная реализация системы управления гальваническими процессами в ванне со многими анодами
На рис. 1 представлена структурная схема установки для реализации предлагаемого способа. На рис. 2 демонстрируется внешний вид возможной реализации такой установки. Электрические и топологические принципиальные схемы устройства управления, применяемого здесь, детально рассмотрены в работах [2, 4].
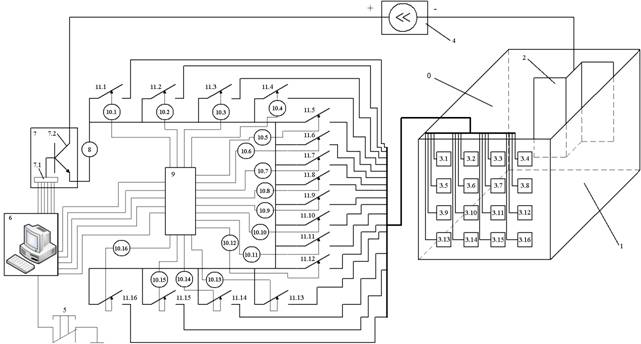
Рис. 1. Структурная схема установки.

Рис. 2. Внешний вид установки.
Структурная схема установки, реализующей предлагаемый способ, содержит: электролит 0; гальваническую ванну 1; катод 2; систему независимых анодных секций 3.1-3.16; источник питания 4; кнопка дистанционного управления 5; персональный компьютер 6, снабженный LPT-портом, для поиска оптимального режима управления; цифро-аналоговый преобразователь 7 (далее ЦАП), состоящий из 7.1 матрицы сопротивлений R-2R, а также составного транзисторного каскада 7.2, включенного по схеме Дарлингтона; амперметр постоянного тока 8; дешифратор адреса 9; линейку светодиодов 10.1-10.16; электромеханические реле 11.1-11.16.
Непосредственная реализация установки содержит: 0 – электролит; 1 – гальваническая ванна; 2 – деталь-катод; 3 – система анодных секций; 4 – источник тока; 5 – исполнительное устройство; 6 – системный блок персонального компьютера; 7 – монитор персонального компьютера; 8 – мышь; 9 – клавиатура; 10 – программное обеспечение.
Алгоритм работы и система команд управляющего устройства [4] реализованы в программном обеспечении [5] системы управления, которое представляет собой GUI-приложение с полным WIMP-интерфейсом (window-окно, image-образ, menu-меню, pointer-указатель), интерфейс которой представлен на рис. 3.
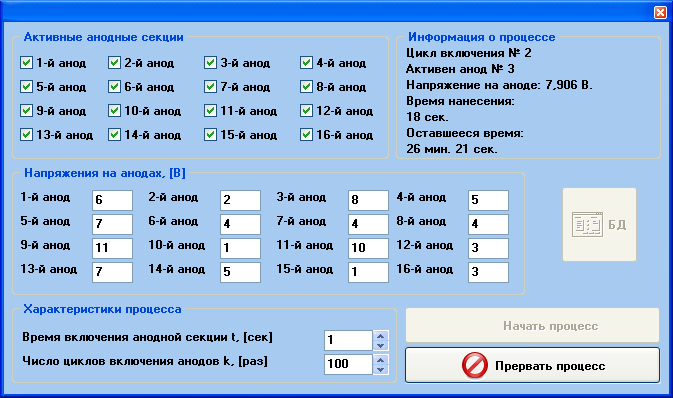
Рис. 3. Интерфейс программного
обеспечения.
Математическая постановка задачи оптимального управления гальваническими процессами в ванне со многими анодами
Наиболее важным критерием качества наносимого покрытия является равномерность распределения его толщины по поверхности детали, что наиболее актуально для дорогостоящих электролитов, например, для электролита хромирования. Толщина покрытия менее заданной приводит к отбраковке детали. Превышение заданной толщины приводит к перерасходу хрома и электроэнергии, что снижает экономическую эффективность производственного процесса. Для предотвращения брака в производственном процессе необходимо заранее прогнозировать распределение гальванического покрытия по поверхности изделия. При монотонно возрастающей катодной поляризационной кривой, а это имеет место для большинства электролитов - наиболее равномерное покрытие будет получаться при минимально возможных напряжениях на секциях анодов, расположенных напротив выступающих фрагментов катода и напротив краев катода. Но и производительность (время нанесения покрытия) такого процесса резко снижается. На практике же нередко встречаются ситуации, когда критерии производительности ванны и качества покрытия равнозначны. Т.о., целесообразно использование метода линейной аддитивной свертки критериев [6] в качестве минимизируемого целевого функционала.
С учетом всего вышесказанного, математическая постановка задачи оптимального управления будет звучать следующим образом:
Найти функцию изменения напряжения Um,n*(τ) на каждой секции анода Sm,n для заданной формы детали-катода SK из поступающей на обработку партии и текущей концентрации компонентов электролита Сi(τ), доставляющие минимум целевого критерия:
![]() , (1)
, (1)
где R – критерий неравномерности толщины распределения покрытия по поверхности детали;
Т – продолжительность процесса нанесения покрытия;
α, β – априорные (экспертные) весовые коэффициенты для каждого из критериев (более важный критерий получает более высокий вес);
Sm,n – поверхность m,n-ой секции анода;
Ci(τ) – концентрация i-го компонента электролита в момент времени τ.
В систему уравнений математической модели многоанодной ванны, детально описанной в работе [7] и связывающей варьируемые переменные с целевым критерием, входят закон Фарадея, Ома в дифференциальной форме, но наиболее важным является уравнение Лапласа с нелинейными граничными условиями 3-го рода, которое описывает распределение потенциала в объеме ванны. Оно решается путём замены производной разностным оператором с использованием семиточечного шаблона, а полученная система алгебраических уравнений решается методом нижней релаксации. Конфигурация гальванической ванны с электродами задается геометрической математической моделью рецепторного типа [8].
Считаю целесообразным привести лишь вид критериев неравномерности R и продолжительности процесса T.
Критерий неравномерности распределения толщины покрытия рассчитывается исходя из формулы:
 , (2)
, (2)
где SK – поверхность детали-катода;
δ – толщина покрытия на поверхности детали-катода в точке с пространственными координатами x,y,z;
δmin, δmax – минимальная и максимальная толщина покрытия.
Критерий продолжительности процесса нанесения покрытия:
![]() , (3)
, (3)
где k – число циклов включения анодов;
m, n – количество горизонтальных рядов и количество анодных секций в каждом ряду, соответственно;
Δτ – время включения анода.
Анализ целевого функционала в задаче оптимального управления гальваническими процессами в ванне со многими анодами
В работе [9] приводится экспериментальная проверка адекватности математической модели, описывающей процесс нанесения гальванопокрытия в ванне со многими анодами. В качестве электрохимического процесса рассматривается осаждение никелевого покрытия в двух анодной гальванической ванне. На рис. 4 приводится конфигурация электролитической ячейки и электродов: 1 – первая анодная секция; 2 – вторая анодная секция; 3 – деталь-катод.
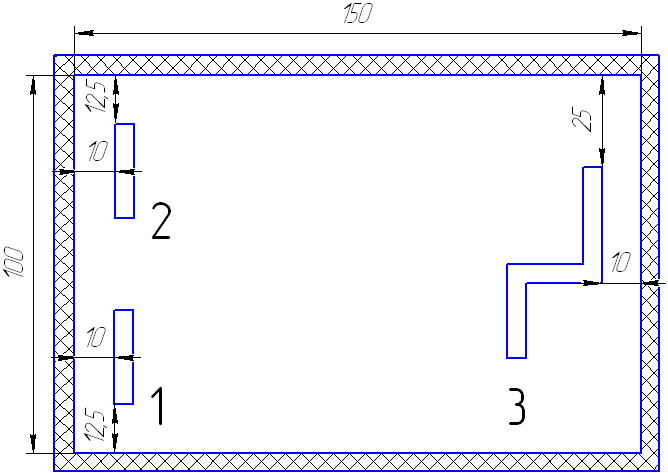
Рис. 4. Конфигурация электродов.
Сравнение результатов расчетов по математической модели с экспериментальными данными показало, что относительное отклонение экспериментальных и расчетных значений толщины покрытия не превышает 17%, что соизмеримо с погрешностью измерений.
Далее произведем численные расчеты зависимости критерия J от напряжений U1 и U2 на первой и второй анодных секциях, соответственно. Для этого будем менять анодные напряжения в диапазоне [1;11] В с шагом ΔU=1 В.
Для выбора наиболее эффективного поискового метода оптимизации исследуем рельеф целевого критерия J при различных значениях априорных коэффициентов α и β: критерий J1 получен при α=1, β=0; критерий J2 получен при α=0, β=1; критерий J3 получен при α=4, β=1; критерий J4 получен при α=1, β=10. Результат моделирования представлен на рис. 5.
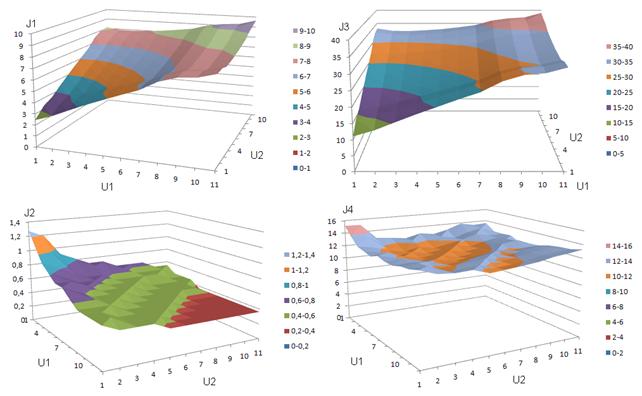
Рис. 5. Зависимость критерия J от значений априорных коэффициентов.
Рельефы целевых критериев J1, J2 и J3 имеют явно выраженный экстремум при граничных значениях U1 и U2, следовательно, подойдет любой поисковый алгоритм из различных методов нелинейной оптимизации. Однако при более высоком значении коэффициента β (важности критерия производительности Т) рельеф целевого критерия J4 имеет явно выраженный «овраг» (в поперечном сечении рельефы «оврагов» имеют плоское или слабо вогнутое дно и в большинстве случаев крутые боковые откосы). В связи с этим, в качестве поискового алгоритма целесообразно использование «овражного» метода [6], способного «огибать» области таких протяжений.
Заключение
В работе представлена система управления гальваническими процессами в ванне со многими анодами. Описан принцип ее функционирования. Предложены состав и возможная аппаратная реализация такой системы управления. Продемонстрировано программное обеспечение системы управления, рассчитанное на работу на персональном компьютере, с интуитивно-понятным интерфейсом. Рассмотрена задача оптимального функционирования такой системы. Проанализирована функция оптимальности, выявлено возможное наличие «оврага», и выбран алгоритм оптимизации.
Благодарности
Работа выполнена в рамках программы «У.М.Н.И.К.» Фонда содействия развитию малых форм предприятий в научно-технической сфере, проект №14219 2011г.
Литература
1. Защита от коррозии, старения и биоповреждений машин, оборудования и сооружений: Справочник: В 2-х т. Т.1 / Под ред. А.А.Герасименко. -М.: Машиностроение, 1987. - 688 с.
2. Соловьев, Д.С. Система оптимального управления гальванической ванной с циклическим включением анодных секций / Д.С. Соловьев, Ю.В. Литовка, И.В. Милованов // Радиотехника. - 2010. - № 12. - С. 44 − 48.
3. Смирнов, А.В. Цифровое телевидение: от теории к практике. – М.: Горячая линия – Телеком, 2005. – 352 с.
4. Соловьев, Д.С. Оптимизация режимов работы гальванической ванны с циклическим включением анодных секций / Д.С. Соловьев, Ю.В. Литовка, И.В. Милованов // Радиотехника. - 2011. - № 5. - С. 71 − 77.
5. Свидетельство о государственной регистрации программы для ЭВМ №2011617252 РФ. «Программа управления гальванической ванной с циклическим включением анодных секций» / Д.С. Соловьев (RU); правообладатель ФГБОУ ВПО «ТГТУ» (RU). Заявка №2011615473, дата поступления 21 июля 2011г., зарегистрировано в реестре программ для ЭВМ 19 сентября 2011г.
6. Нинул, А.С. Оптимизация целевых функций. Аналитика. Численные методы. Планирование эксперимента / А.С. Нинул. – М.: Физматлит, 2009. – 336 с.
7. Литовка, Ю.В. Математическое моделирование гальванической ванны с циклическим включением анодных секций / Ю.В. Литовка, Д.С. Соловьев // Проблемы управления и автоматизации технологических процессов и производств: сб. трудов Всеросс. научно-техн. конф. – Уфа: Уфимский гос. нефтяной техн. ун-т, 2010. – С. 142 – 143.
8. Голованов, Н.Н. Геометрическое моделирование. – М.: Издательство «Физматлит», 2002. – 472 с.
9. Литовка, Ю.В. Проверка адекватности математической модели распределения гальванического покрытия на детали в многоанодной ванне / Ю.В. Литовка, Д.С. Соловьев // Вестник Тамбовского государственного технического университета. – 2012. – Т. 18, № 1. – С. 112 – 119.